СТАНЫ СУХОГО ВОЛОЧЕНИЯ
Прямоточные станы сухого волочения с наклонными барабанами для волочения проволоки из низкоуглеродистых, высокоуглеродистых и нержавеющих сталей.
Корпуса машин изготавливаются в модульной и прочной конструкции с целью простоты перемещения и установки. Защитные ограждения машин разработаны с учетом эксплуатационной эффективности и техники безопасности.
Первый блок волочильных машин, в который поступает катанка, изготавливается как OTO TYPE для накопления необходимого количества проволоки. Последний блок может быть выполнен в виде блока вертикального типа и блока STRIPPER. По требованию заказчика станы оснащаются волокодержателями или микрокассетами.
Неподвижные или вращающиеся волокодержатели с прямым водяным охлаждением. Последний блок стана также предназначен для использования жидкой смазки, особенно для производства светлой проволоки.
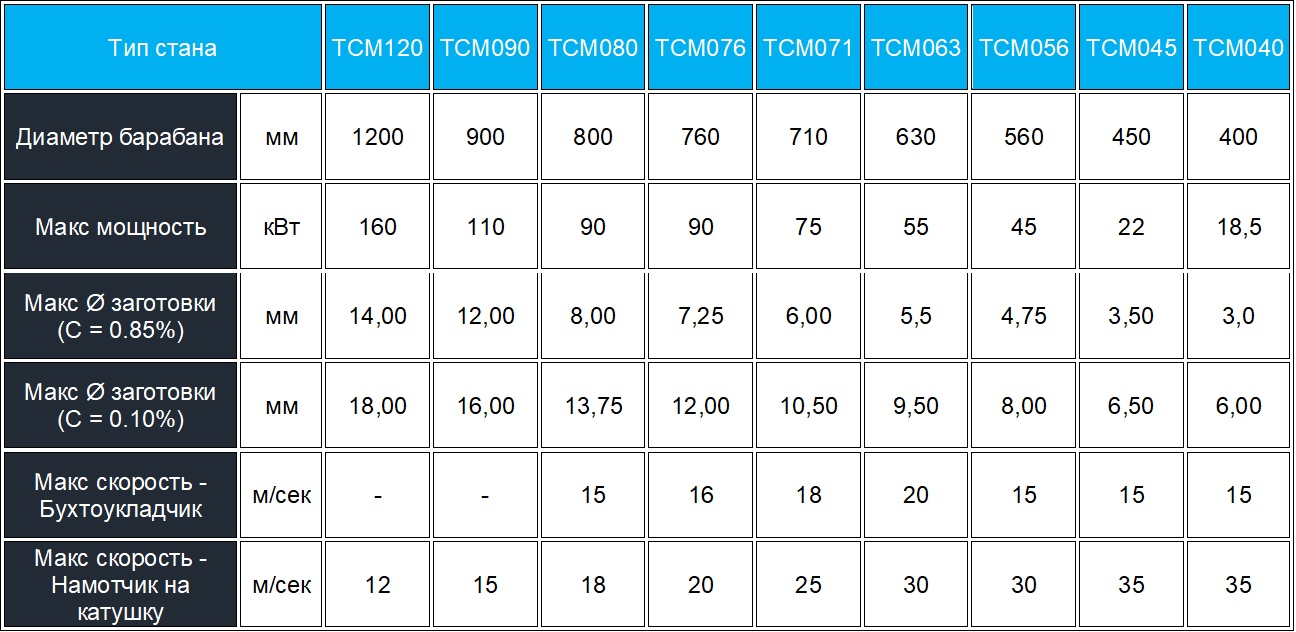
Катанка до 16,00 мм; диаметр готовой проволоки 0,80 мм на скорости до 35 м/с.
Волочильные барабаны изготавливают литыми из стали 4140. После индукционной закалки наносят твёрдосплавное покрытие и полируют. Таким образом обеспечивается длительный срок службы. Барабаны изготавливают с водяным и воздушным охлаждением с использованием коррозионно-стойких материалов.
Барабаны с пневматическими тормозами. Электродвигатели специально подготовлены для системы энкодеров. Редуктора могут иметь внешний или внутренний масляный насос.
В системе автоматизации используется последняя версия PLC SIEMENS, программное обеспечение и протокол связи PROFINET. Синхронизация скорости обеспечивается компенсаторами. Температура охлаждающей воды, температура приводов барабанов контролируются системой автоматизации.
Волочильные станы CSM METALLURGY изготавливаются с волокодержателями или микрокассетами. В микрокассетах применяются ролики из карбида вольфрама высокого качества.
Основные технические характеристики











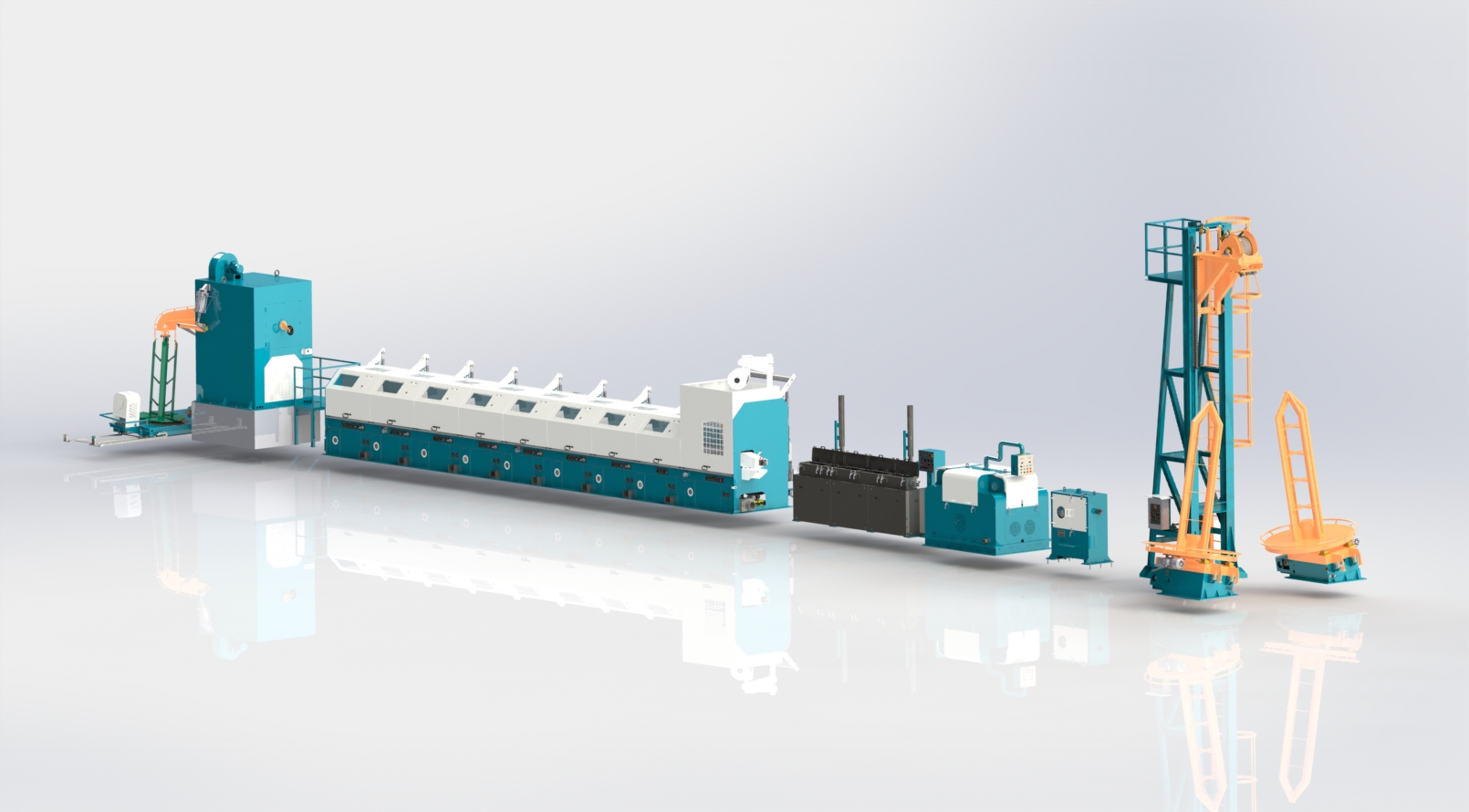
ЛИНИИ СУХОГО ВОЛОЧЕНИЯ ДЛЯ НИЗКОГОУГЛЕРОДИСТОЙ ПРОВОЛОКИ
- РАЗМОТЧИК
- МЕХАНИЧЕСКИЙ ОКАЛИНОЛОМАТЕЛЬ
- СТАН СУХОГО ВОЛОЧЕНИЯ
- НАМОТЧИК
ЛИНИИ СУХОГО ВОЛОЧЕНИЯ ДЛЯ ВЫСОКОУГЛЕРОДИСТОЙ ПРОВОЛОКИ
- РАЗМОТЧИК
- МЕХАНИЧЕСКИЙ ОКАЛИНОЛОМАТЕЛЬ
- ЛЕНТОШЛИФОВАЛЬНАЯ МАШИНА
- УЗЕЛ НАНЕСЕНИЯ ПОКРЫТИЙ
- СТАН СУХОГО ВОЛОЧЕНИЯ
- БУХТОУКЛАДЧИК
- ВРАЩАЮЩИЙСЯ СТОЛ
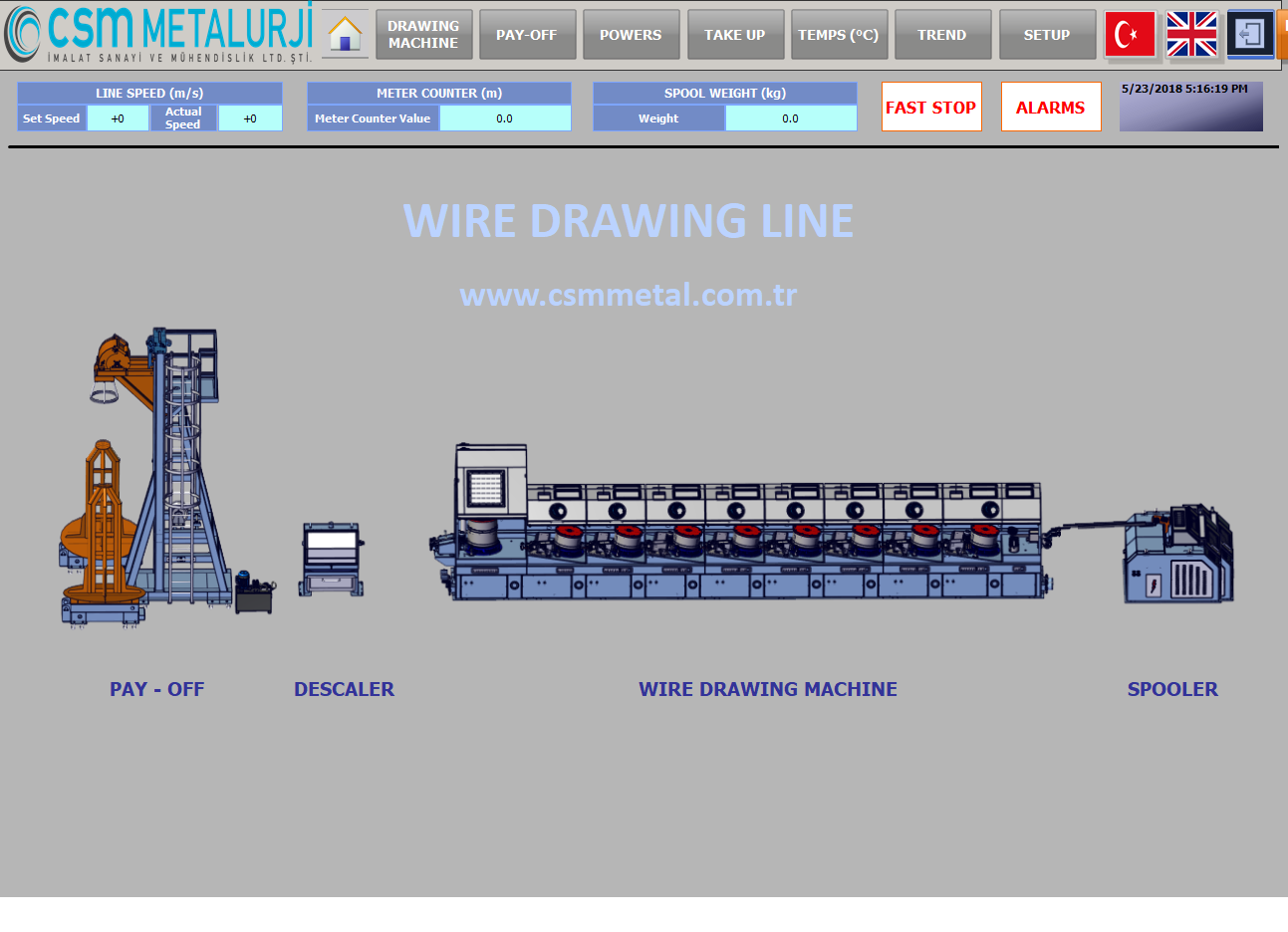
СИСТЕМА УПРАВЛЕНИЯ И АВТОМАТИЗАЦИИ
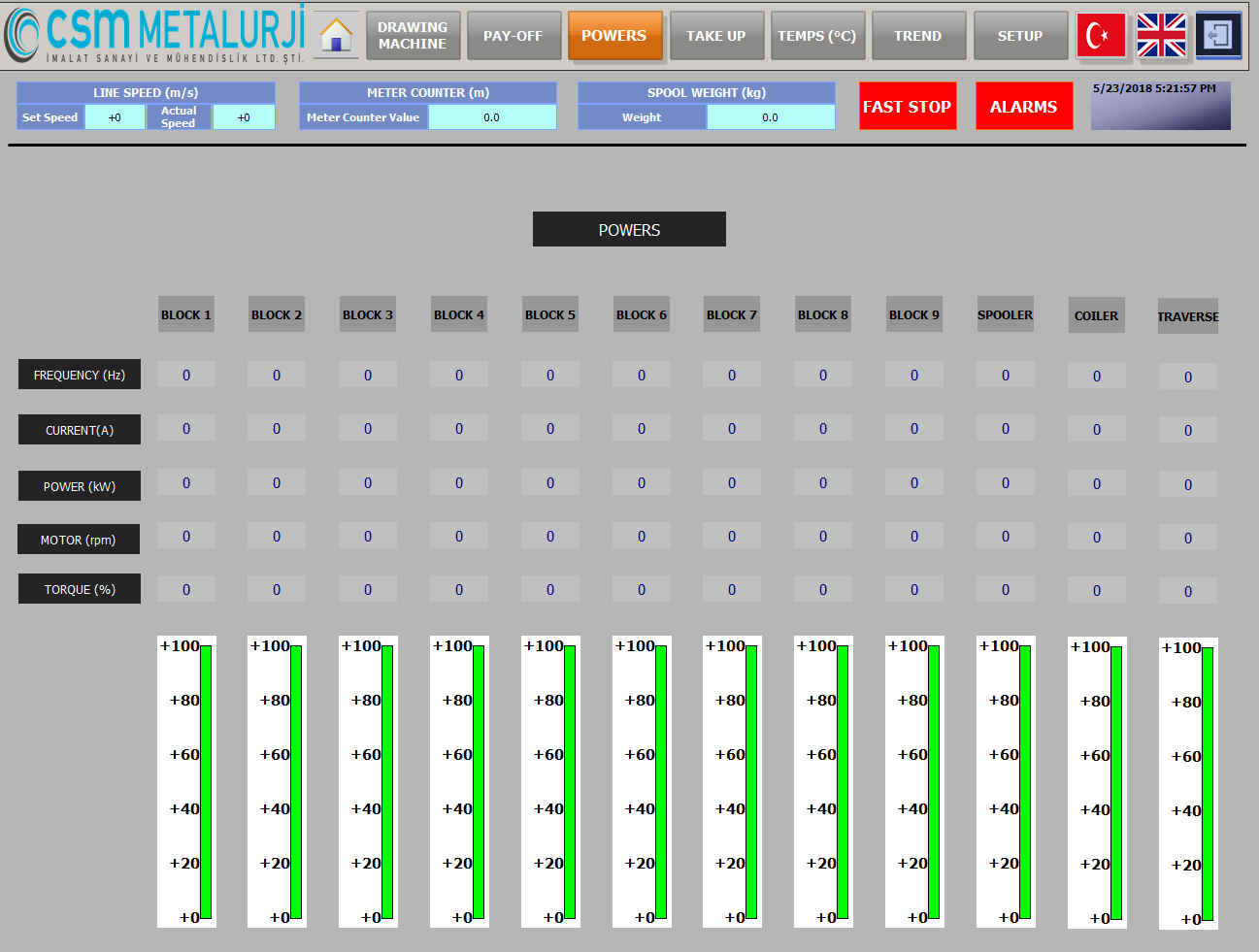
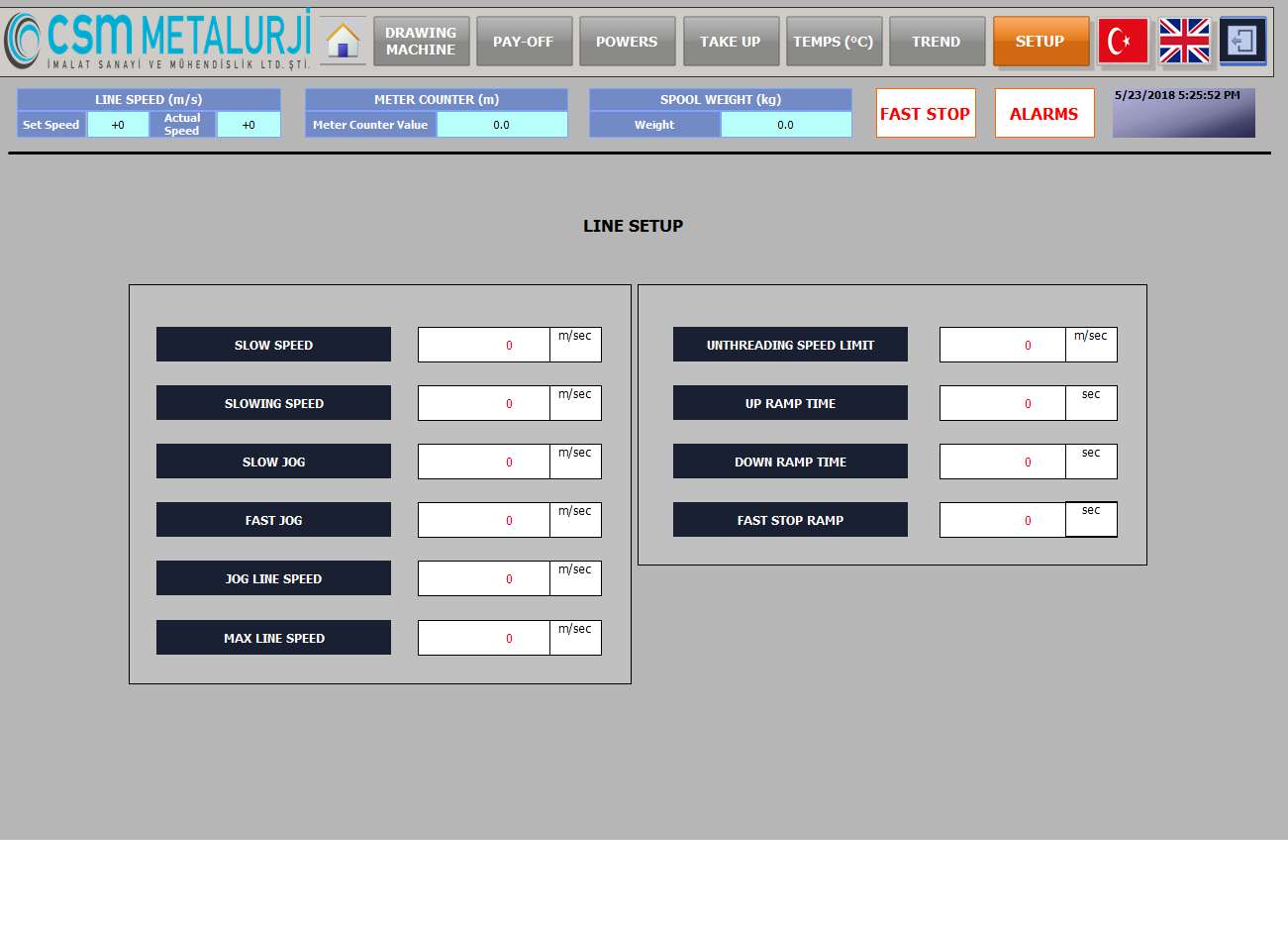
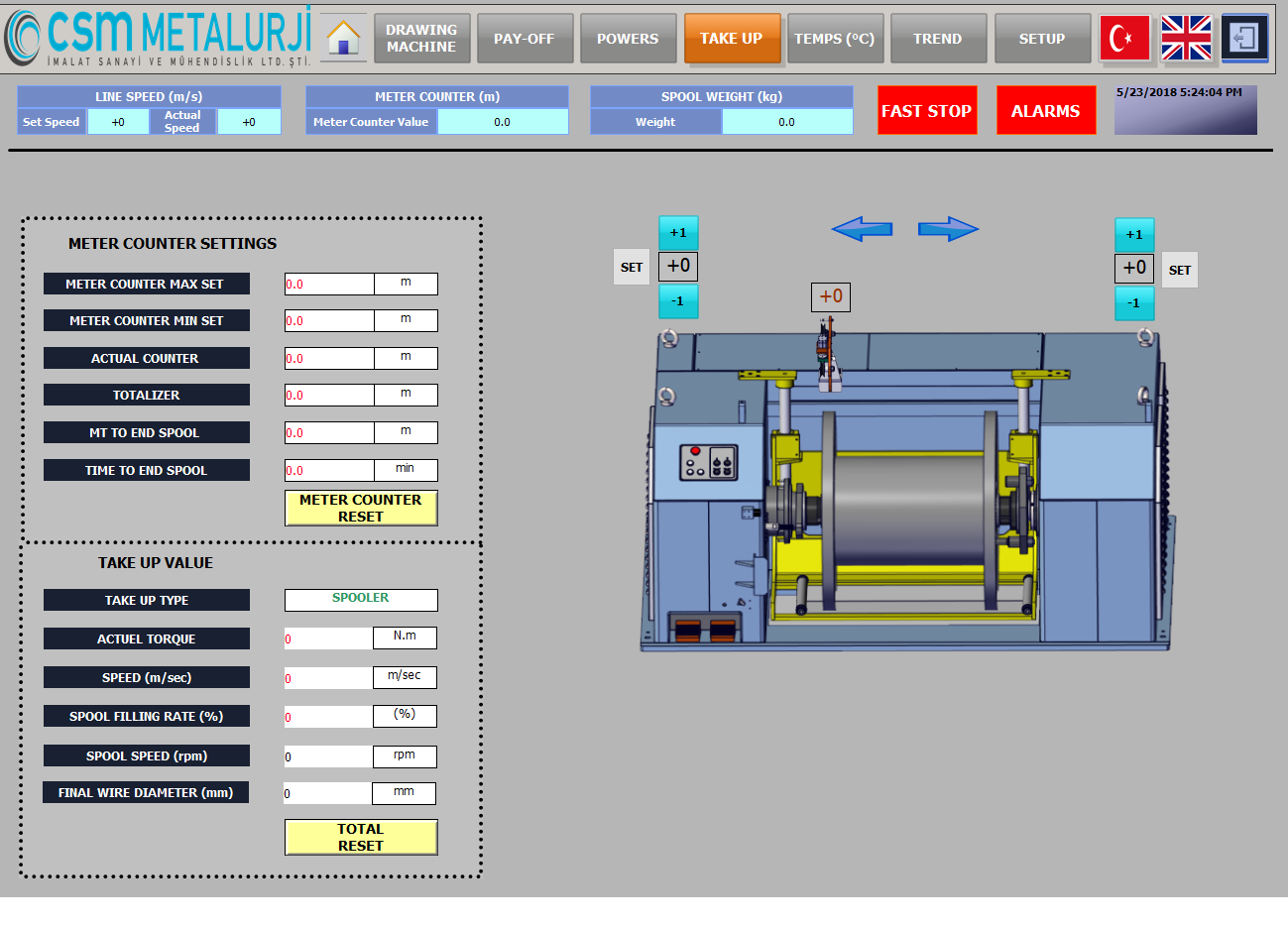
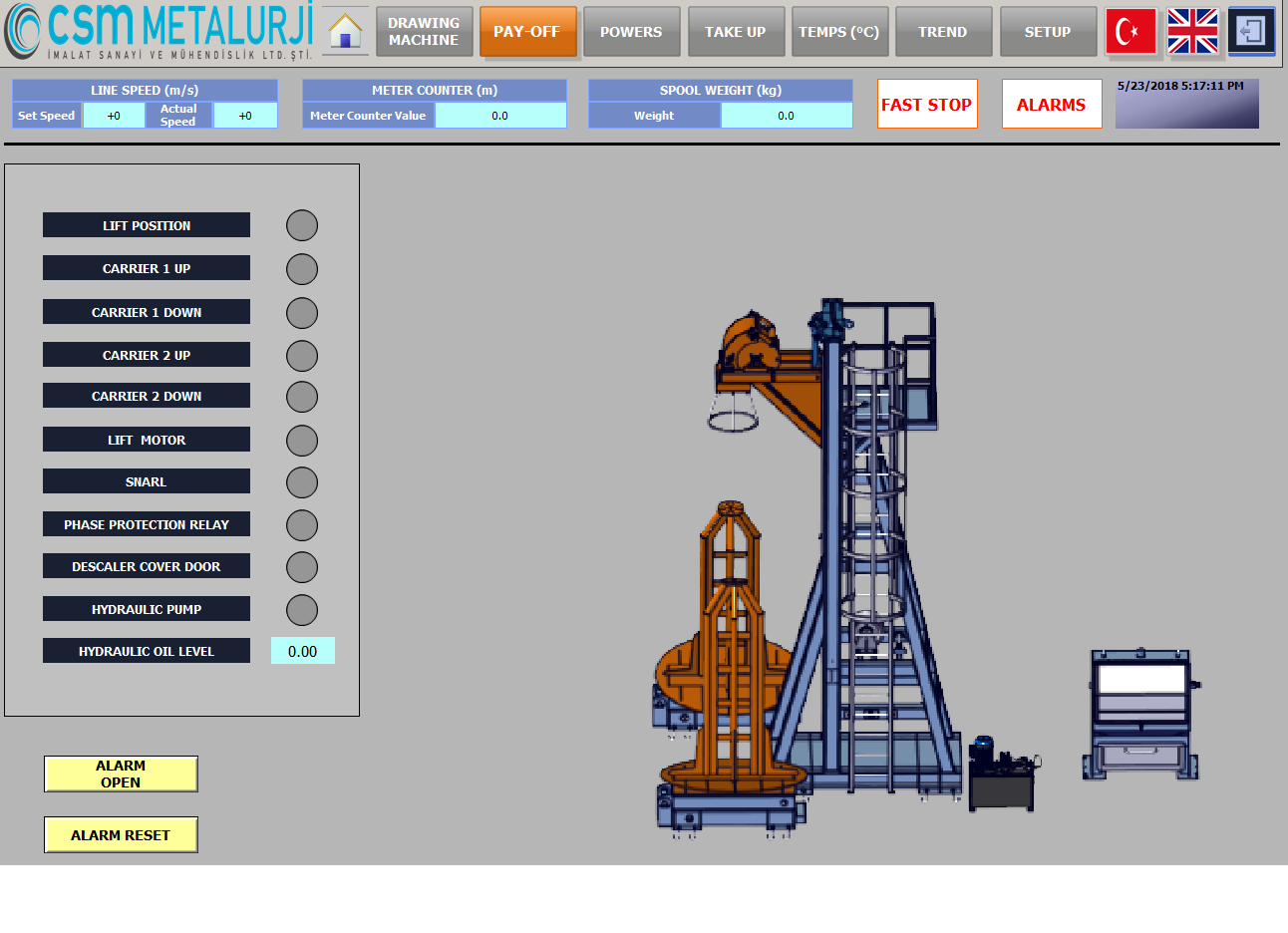
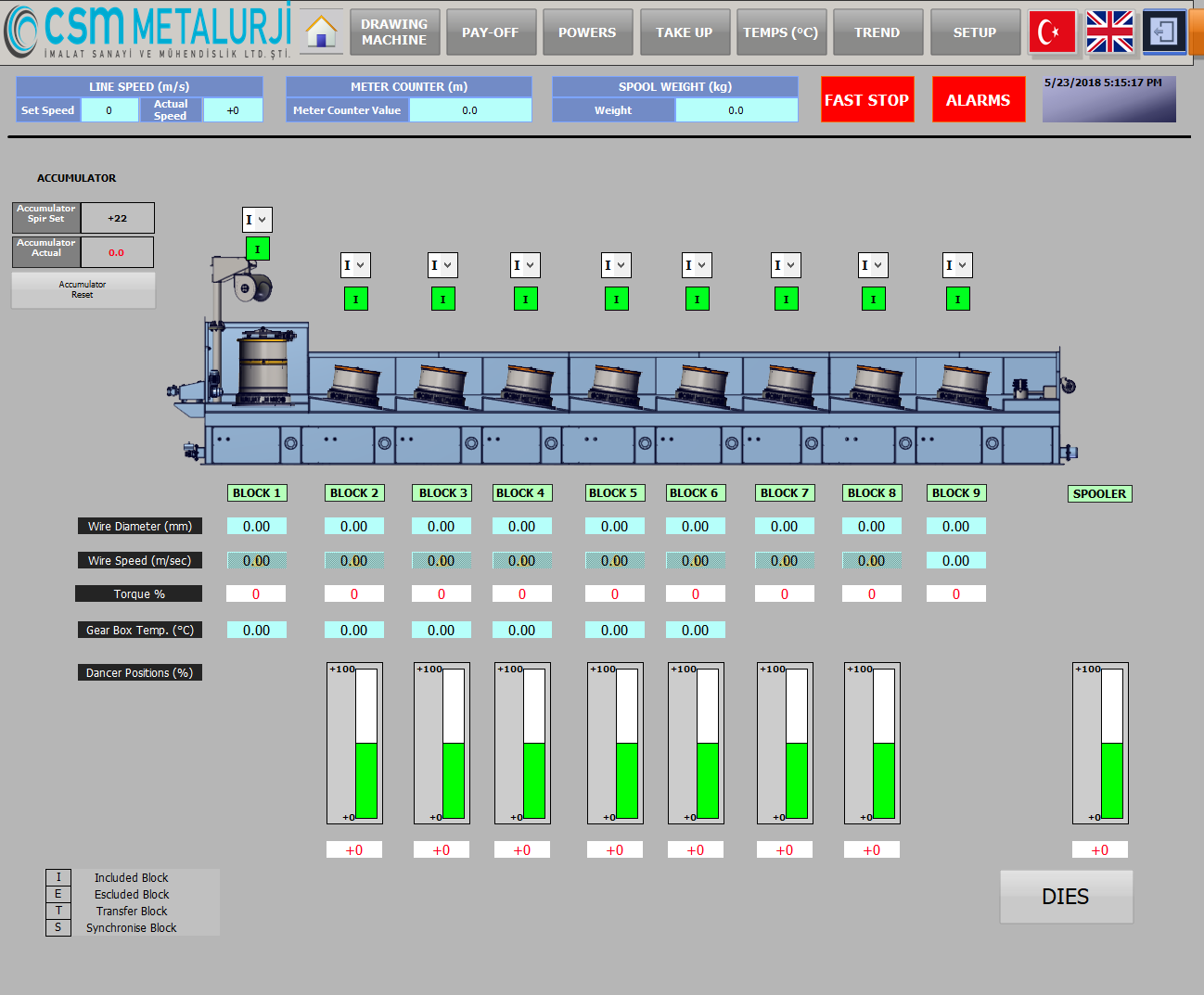
Главная панель SCADA обеспечивает оптимальное управление линией с помощью простых страниц пользовательского интерфейса с консолью управления с сенсорным экраном. Технический режим обеспечивает доступ ко всем детальным параметрическим настройкам линии, мониторингу и анализу посредством окна трендов, архивацию данных, составление рецептуры.
Все необходимые волочильщику функции представлены в режиме Оператора.
На главной панели отображаются все рабочие параметры линии: состояние всех узлов, рабочая скорость, метраж, актуальный маршрут волочения, форма намотки и пр. Система оповещения сообщает оператору о периодичности проведения технического обслуживания наиболее важных элементов оборудования.


ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ И АКСЕССУАРЫ
- Вращающиеся волокодержатели и ворошители мыла
- Мокрые мыльницы
- Роликовые микрокассеты
- Правильные устройства
- Затяжные клещи
- Металлические цельные и разъемные катушки
- Кантователи и грузозахватные приспособления
- Острильные станки
- Стыко-сварочные машины
- Лазерный датчик контроля диаметров
- Датчики температуры барабанов и волок
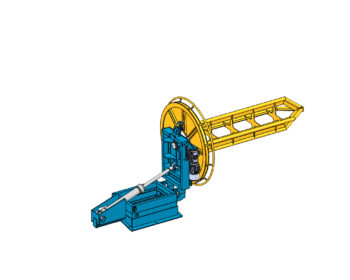
РАЗМОТОЧНЫЕ УСТРОЙСТВА
Размотчики катанки
Размотка бунтов низкоуглеродистой и высокоуглеродистой катанки перед подачей в волочильную линию.
Размотчики изготавливаются различных типов и исполнений в зависимости от диаметров и марок сталей: вертикального и горизонтального исполнения



Размотчики проволоки
Размотка бунтов и катушек низкоуглеродистой и высокоуглеродистой проволоки перед подачей в волочильную линию или другое оборудование. Размотчики изготавливаются различных типов и исполнений в зависимости от диаметров и типов бунтов.

БУХТОУКЛАДЧИКИ
Бухтоукладчики изготавливаются в вертикальном и горизонтальном исполнении для различных размеров бунтов. При использовании волоки, барабаны имеют водяное охлаждение. Позволяют наматывать проволоку в бунт и розетту.
Бухтоукладчики с поворотным столом позволяют изготавливать бунты внутреннего диметра 300-400 мм весом от 10 до 50 кг.


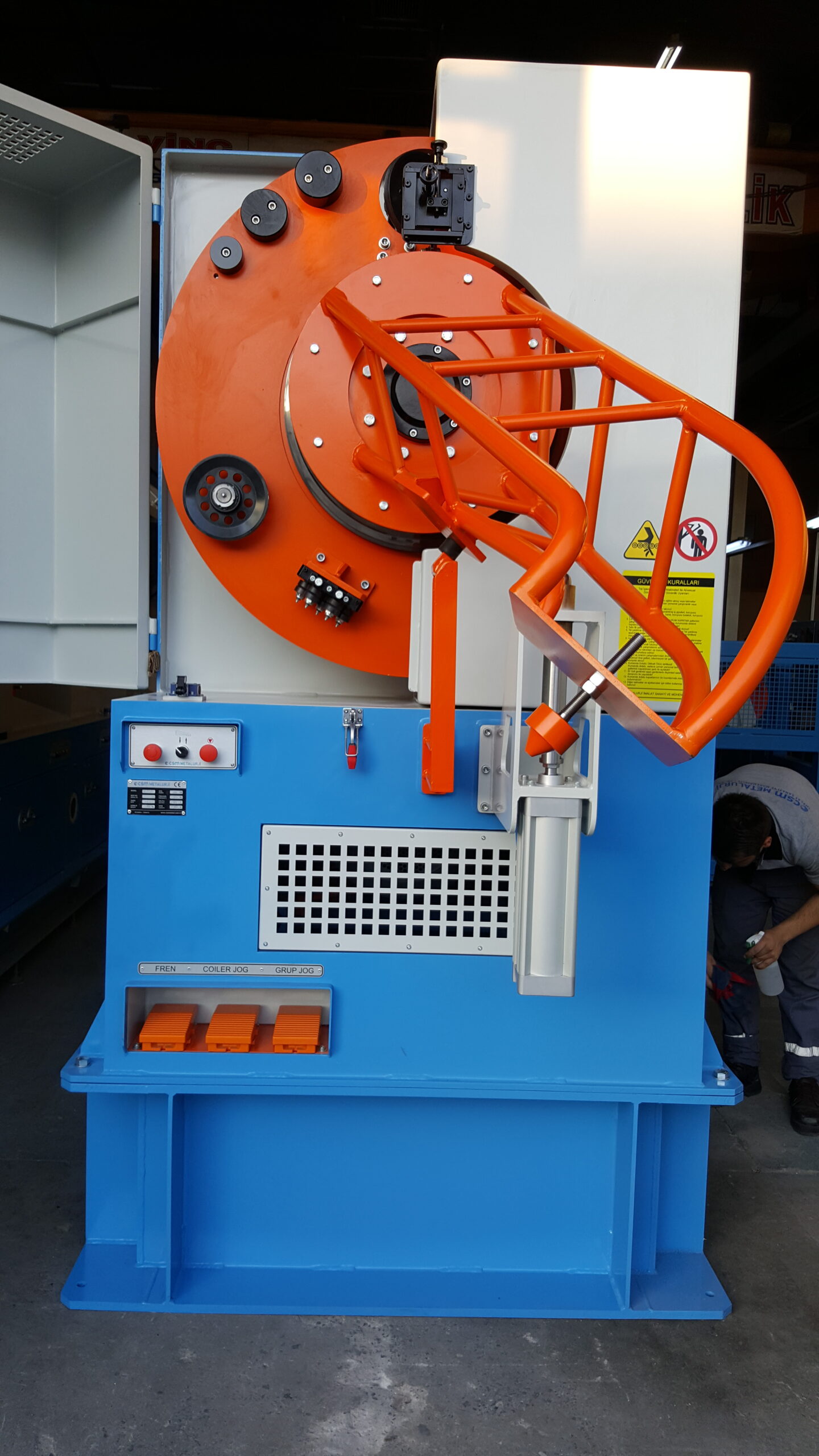

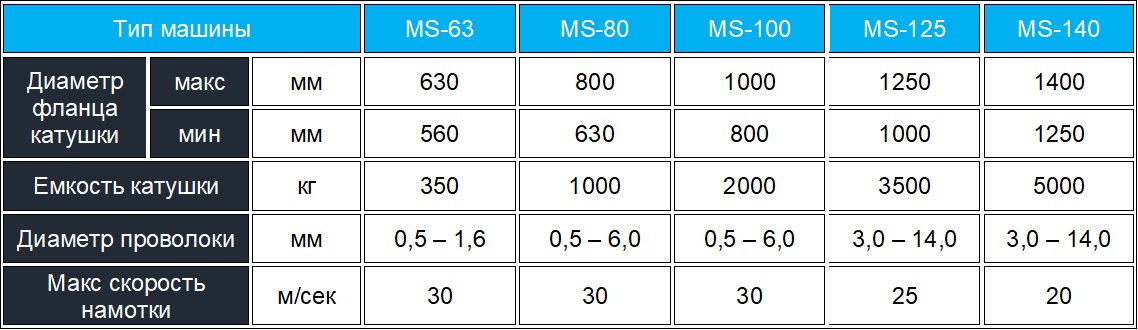
НАМОТЧИКИ НА КАТУШКУ
Намотчики изготавливаются различных типоразмеров в зависимости от размеров катушек.




ПОДГОТОВКА ПОВЕРХНОСТИ
Механические окалиноломатели
В зависимости от диаметров катанки и содержания окалины машины состоят из нескольких плоскостей с различным количеством роликов. Окалиноломатели применяются для диаметров катанки до 12 мм и могут иметь до 12 роликов.
Системы гидравлического изгиба в двух плоскостях применяются для больших диаметров катанки.
Кожуха машин оснащены резиновыми прокладками во избежание рассеивания пыли. На выходе из устройства устанавливается воздушное сопло для сдува с поверхности мелкой пыли. На входе и выходе смонтирована роликовая проводковая система.




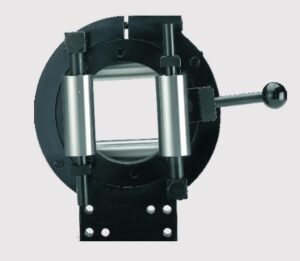
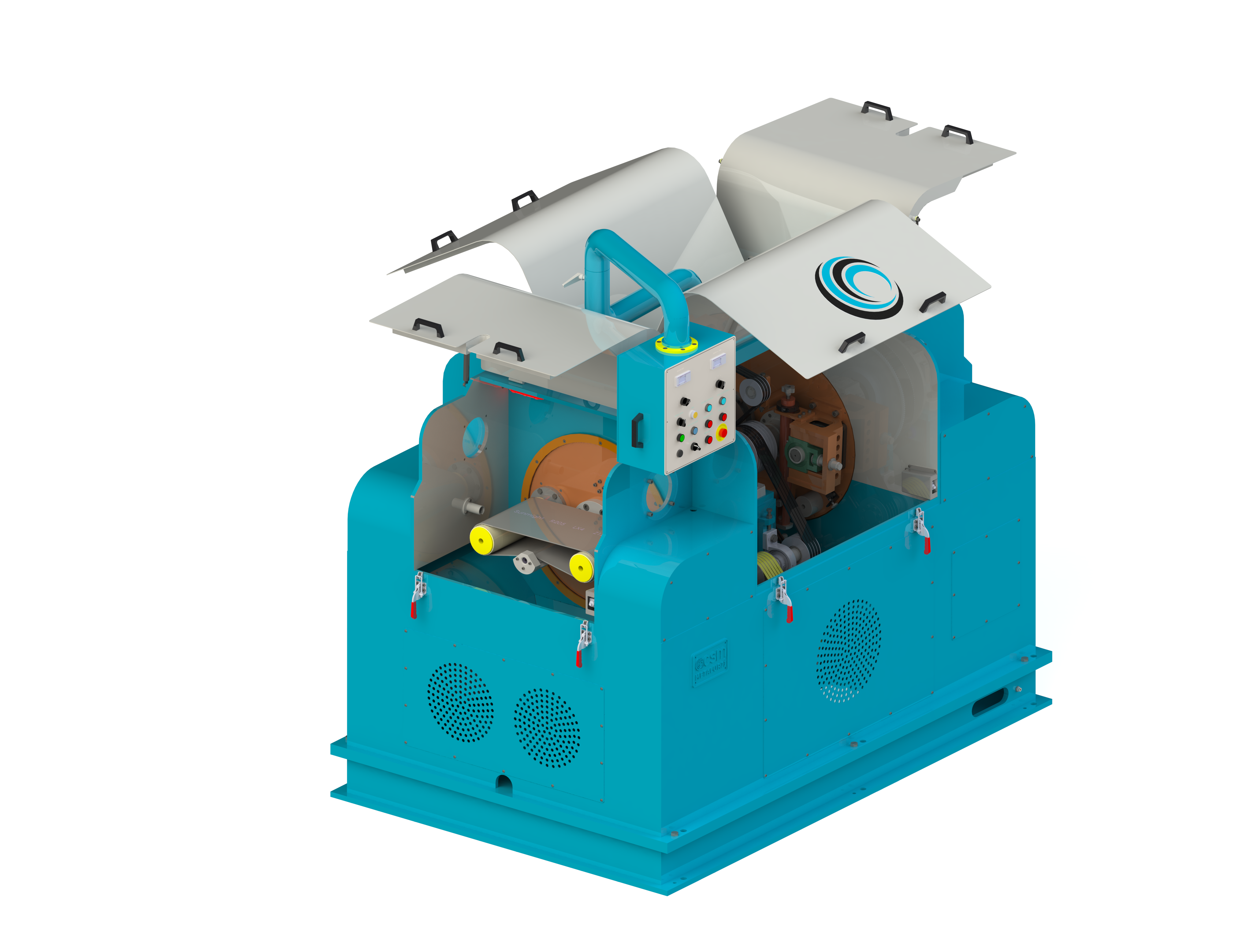
Машины ленточной шлифовки
Машины ленточной шлифовки применяются совместно с механическими окалиноломателями для получения более чистой поверхности и повышения эффективности процесса волочения. Также широко данные машины применяются перед узлом нанесения подсмазочного слоя.
Абразивная лента устанавливается на вращающуюся голову, которая в свою очередь вращается вокруг катанки. Для повышения эффективности процесса машина может быть оснащена двумя головами.
Корпус и кожуха машины спроектированы таким образом, чтобы избежать выноса пыли и снизить шум.
Альтернативной машиной может быть станок щеточной очистки.

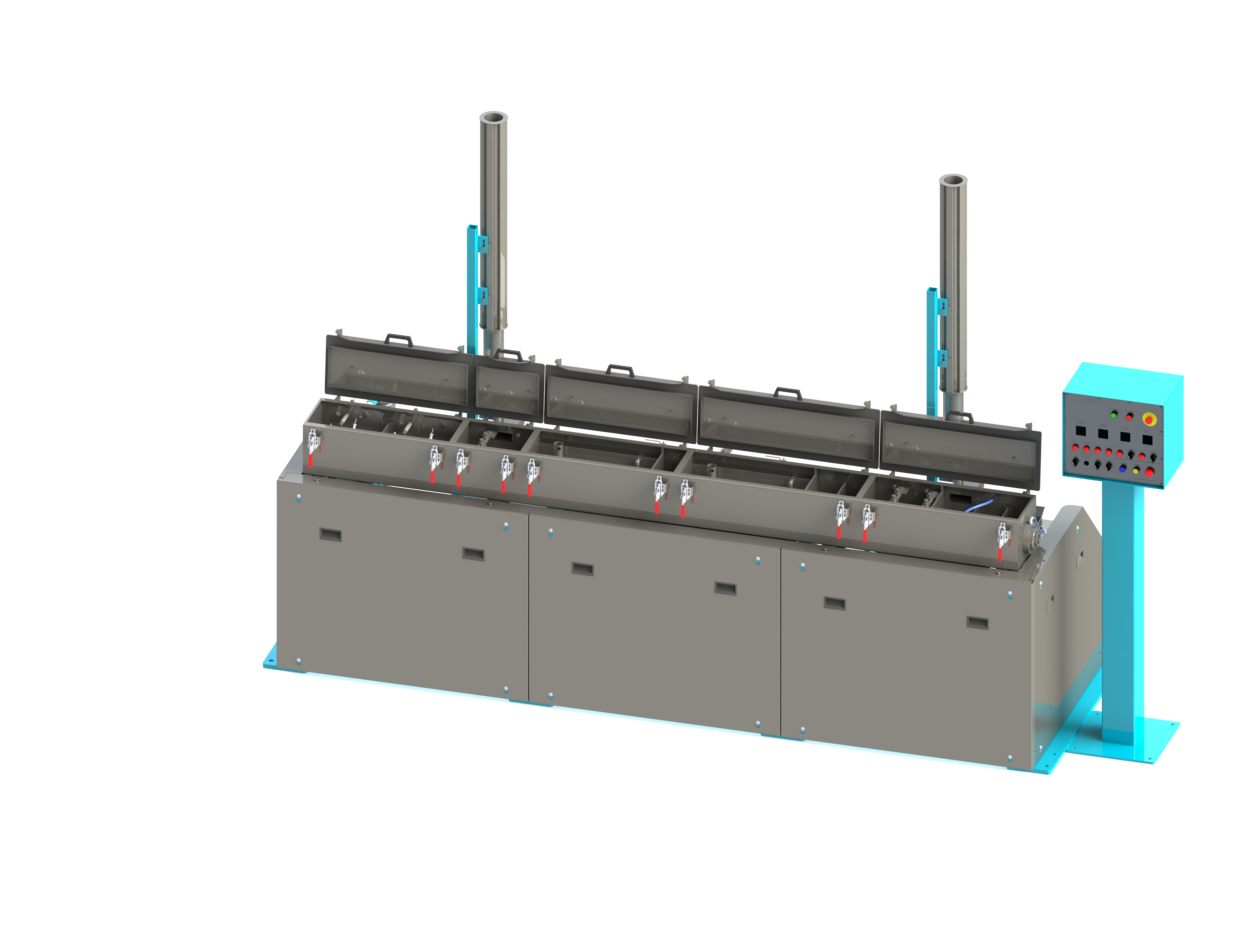
Узел промывки и нанесения подсмазочного слоя
Узел промывки устанавливается после машины ленточной шлифовки или щеточной очистки. Промывка осуществляется горячей водой при температуре 70 – 80 °С с последующей сушкой. На выходе из узла располагается воздушное сопло для сдува воды и сушки поверхности. За узлом устанавливается ванна нанесения подсмазочного слоя с сушкой. Подсмазочный слой повышает эффективность процесса волочения.