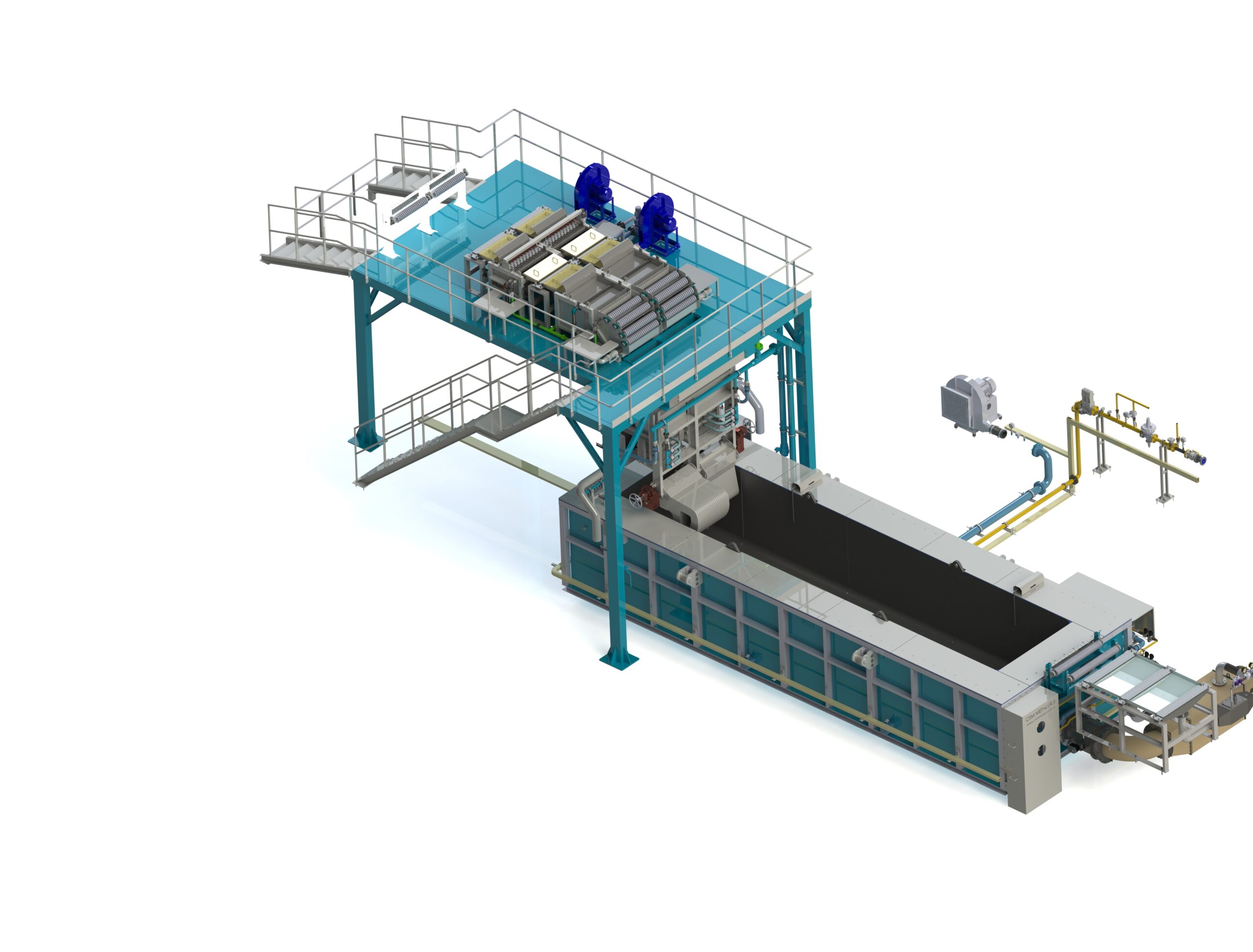
ЛИНИИ ЦИНКОВАНИЯ ПРОВОЛОКИ
Назначение
Линии непрерывного горячего цинкования проволоки служат для нанесения цинкового покрытия на поверхность готовой проволоки. В зависимости от назначения проволока изготавливается с термической обработкой или без, а также с различной плотностью цинкового покрытия.
Основные сферы применения:
Низкоуглеродистая оцинкованная проволока:
- Вязальная проволока различного назначения в строительстве, сельском и народном хозяйстве.
- Производство сетки-рабицы, сварных сеток, колючей проволоки, габионов и пр.
- Производство метизов.
Высокоуглеродистая оцинкованная проволока:
- Производство канатов и стальных тросов
- Изготовление пружин для мебельной промышленности
- Используется в качестве сердечников и брони в кабельной промышленности
Современной альтернативой цинковому покрытию является цинк-алюминиевое покрытие (ZnAl), которое обладает рядом существенных преимуществ, а именно:
- Идеальная адгезия цинк-алюминиевого покрытия (ZnAl) обеспечивает исключительную устойчивость к коррозии и максимальную долговечность продукции.
- Стойкость покрытия ZnAl в разы выше сопоставимой толщины покрытия проволоки оцинкованной (Zn).
- ZnAl покрытие выдерживает более высокие температуры.
- Более экологически чистая технология производства.
ОСНОВНОЕ ОБОРУДОВАНИЕ АГРЕГАТОВ ЦИКОВАНИЯ УГЛЕРОДИСТОЙ ПРОВОЛОКИ*
*Приведенный ниже состав оборудования показан для справки. Промышленные агрегаты горячего цинкования проектируется и изготавливается в соответствии с конкретными требованиями заказчика.
- ГРУППА РАЗМОТЧИКОВ
- ОБОРУДОВАНИЕ ТЕРМООБРАБОТКИ
- ОБОРУДОВАНИЕ ОБРАБОТКИ ПОВЕРХНОСТИ
- ПЕЧЬ ЦИНКОВАНИЯ
- ГРУППА НАМОТЧИКОВ
РАЗМОТЧИКИ
Размотчики изготавливаются различных типов, в вертикальном и горизонтальном положении для катушек или бунтов.

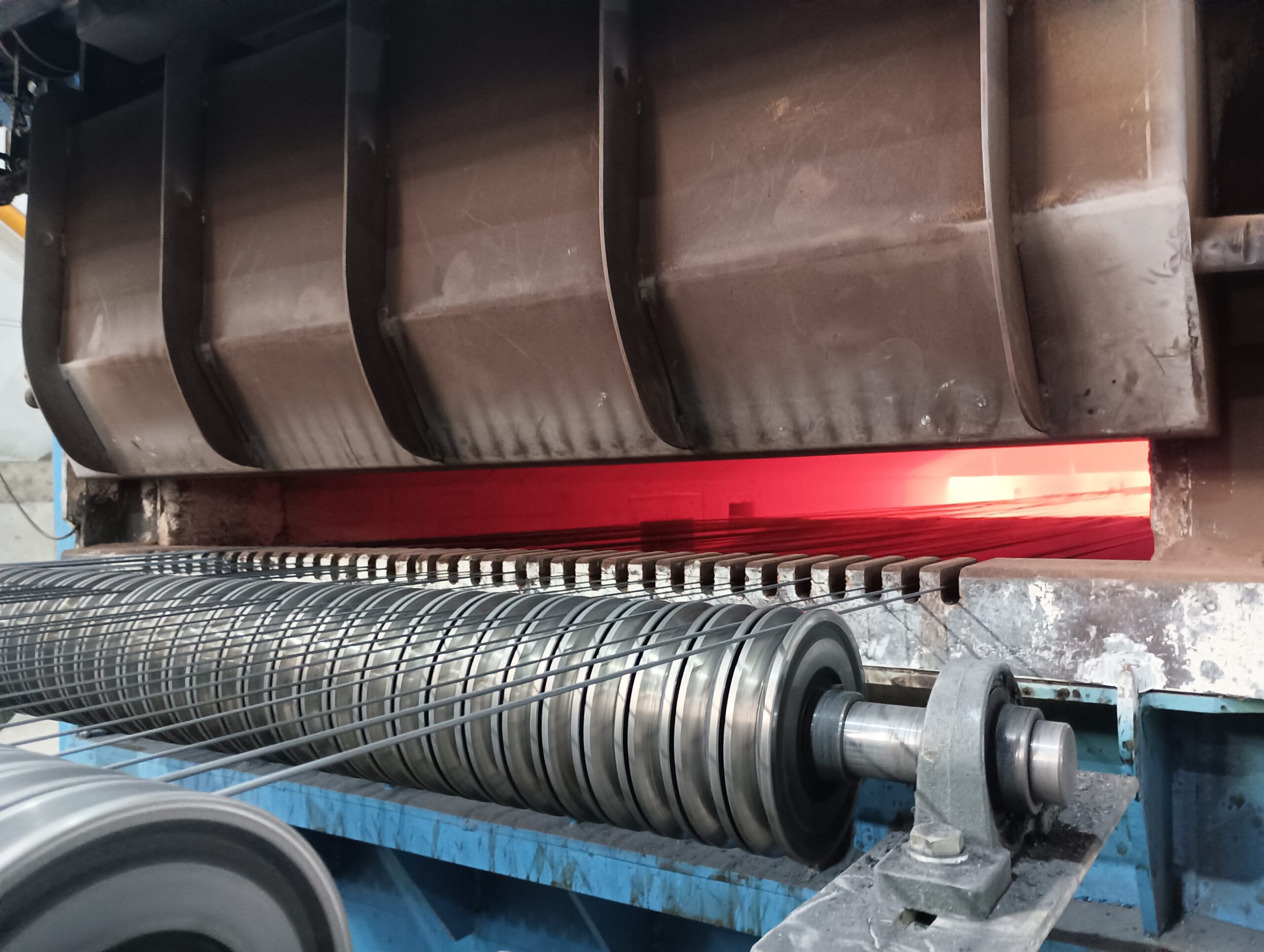
ОБОРУДОВАНИЕ ТЕРМООБРАБОТКИ
В производстве проволоки используются различные виды печей для термообработки. Печи с открытым нагревом являются наиболее часто используемыми печами для термической обработки проволоки как из низкоуглеродистой, так и из высокоуглеродистой стали. Печи для отжига с открытым пламенем являются наиболее предпочтительными печами для производителей проволоки из-за их низких эксплуатационных расходов и затрат на техническое обслуживание, а также простоты использования.
Свинцовые печи предпочтительны из-за экономии длины для линий цинкования и низкого расхода кислоты. Другой областью, где обычно используются свинцовые печи, являются операции обезжиривания и термообработки для снятия напряжения.

ОБОРУДОВАНИЕ ОБРАБОТКИ ПОВЕРХНОСТИ
Линии фосфатирования используются для нанесения фосфатного покрытия на поверхности высокоуглеродистой проволоки, используемой при производстве стальных канатов.
Линии кислотной очистки являются неотъемлемой частью процессов отжига, патентования и цинкования. CSM METALLURGY производит линии кислотной очистки, которые не наносят ущерба окружающей среде, полностью закрытые системы.
Процесс нанесения флюсового покрытия проводится для предотвращения окисления поверхности проволоки после кислотной очистки и повышения активности покрытия при горячем цинковании.

ПЕЧИ ЦИНКОВАНИЯ
Печи цинкования изготавливаются в двух вариантах исполнения: с керамической или стальной ванной. Выбор типа ванны зависит от требуемой производительности линии и планируемых капиталовложений. Печи цинкования могут производиться для работы на природном газе, электричестве, мазуте и дизельном топливе. Наиболее распространённым способом нагрева печи является природный газ с погружными горелками.



ЦИНКОВЫЕ ОБТИРЫ
CSM METALLURGY предлагает различные системы обтиров в зависимости от плотности цинкового покрытия.
Механические системы обтиров, в основном предназначенные для коммерческого цинкования плотностью от 30 до 130 г/м², с долговечными обтирами для вертикального или наклонного выхода. Их отличительной чертой является то, что за ними легко ухаживать, так как подушечки можно легко и быстро менять.
Система азотных обтиров с компьютерным или ручным управлением для толстого покрытия.
Системы азотных обтиров используются для покрытий классов A, B и C с высоким DV. Контроль обтиров достигается путем непрерывного измерения цинкового покрытия на всех нитях, а затем автоматического регулирования потока азота к каждому соплу для достижения заданной толщины цинкового покрытия. Поток азота к форсункам управляется системой контроля массы покрытия. Для обеспечения качества и улучшения технологического процесса доступны архивные данные по весу покрытия. Автоматическая система контролирует все проволоки.


ГРУППА намотчиков
Намотчики изготавливаются в вертикальном и горизонтальном положении с прочной конструкцией рамы для различных размеров бунтов. Контактные поверхности проволоки и всех передающих шкивов проходят термообработку перед нанесением покрытия из карбида вольфрама. Форма намотки проволоки – бунт или розетта.

ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ
• ВСТРОЕННЫЕ ЛИНИИ ФОСФАТИРОВАНИЯ
• ЛИНИИ ПЕРИОДИЧЕСКОГО ФОСФАТИРОВАНИЯ
• ПОТОЧНОЕ КИСЛОТНОЕ ТРАВЛЕНИЕ
• СИСТЕМЫ ФЛЮСОВАНИЯ
• ЗАКАЛОЧНЫЕ ВАННЫ
• ВАННЫ ДЛЯ НАНЕСЕНИЯ ВОСКОВОГО ПОКРЫТИЯ
• ВОЗДУШНЫЕ ОБТИРЫ
• СИСТЕМА ФИЛЬТРАЦИИ КИСЛОТ И ФЛЮСОВ
• КИСЛОТНЫЕ НАСОСЫ
Линии непрерывного и периодического фосфатирования используются для нанесения фосфатного покрытия на поверхности высокоуглеродистой проволоки, используемой при производстве стальных канатов. Непрерывная операция фосфатирования может выполняться на отдельной линии или на той же линии, что и линии патентования и цинкования.
Линии непрерывной кислотной очистки — это линии подготовки поверхности, которые должны быть абсолютно необходимы для процессов отжига, патентования и цинкования. CSM METALLURGY производит линии кислотной очистки, которые не наносят ущерба окружающей среде, полностью закрытые системы. CSM METALLURGY производит системы кислотной фильтрации с целью увеличения кислотной активности и срока службы.
Процесс нанесения флюсового покрытия проводится для предотвращения окисления поверхности проволоки после кислотной очистки и повышения активности покрытия при горячем цинковании.
CSM METALLURGY производит ванны с холодным и горячим флюсом, а также системы регенерации дымовых газов. Эти системы играют важную роль в снижении затрат на потребление цинка.
Восковое покрытие является вторичным защитным покрытием после цинкования. Оно наносится для предотвращения образования белой ржавчины на поверхностях проволоки, покрытых цинком. С другой стороны, отмечается положительное влияние нанесения воска на качество намотки. CSM METALLURGY производит высокоэффективные восковые ванны из нержавеющей стали с подогревом природным газом и электричеством.

ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Все инструменты и принадлежности, необходимые для работы оборудования производства CSM METALLURGY, поставляется в соответствии с требованиями заказчиков.
• КЕРАМИЧЕСКАЯ СКОБА И МЕХАНИЗМ
• НАСОС ДЛЯ ПЕРЕКАЧКИ ЦИНКА
• СТАЛЬНАЯ ВАННА
• ЛИНИИ ДЛЯ УПЛОТНЕНИЯ И УПАКОВКИ БУНТОВ
• ШЛАКОУЛОВИТЕЛЬ
СИСТЕМЫ УПРАВЛЕНИЯ И АВТОМАТИЗАЦИИ
Управление и SCADA
Всплывающие экраны: Благодаря всплывающим экранам, которые можно открывать и закрывать по желанию, управление всем оборудованием обеспечивается простым и гибким способом.
Размотчики: количество размотчиков в зависимости от требований наших клиентов.
Печь для отжига: печь для отжига, разработанная в соответствии с международными стандартами, используется нашими клиентами наиболее эффективным образом, уделяя первостепенное внимание безопасности и обеспечивая секционный контроль горения. Для минимизации ошибок производиться калибровка соотношения воздуха и газа в отжиговых печах с автоматическими методами управления.
Печь цинкования: три различных рабочих алгоритма, таких как каскадное управление, импульсный нагрев и стандартное управление, которые разработаны нашей командой экспертов и нацелены на обеспечение оптимального уровня эффективности для наших клиентов. Во время плавки активируется сценарий автоматического ступенчатого спекания, и мы завершаем процесс, не повреждая корпуса печей цинкования.
Намотчики: на панели управления отображаются основные производственные данные: скорость линии, фактический объем производства, рабочая производительность линии, чтобы упростить работу наших клиентов. Кроме того, такие значения, как ток и крутящий момент двигателей из SCADA, можно отслеживать и контролировать в режиме он-лайн.
Локальные панели: Локальные панели важны для обеспечения гибкости и безопасности труда при обслуживании оборудования, а также для облегчения вмешательства оператора в экстренных случаях в полевых условиях.