Размотчики изготавливаются различных типов, в вертикальном и горизонтальном положении для катушек или бунтов.

Типы размотчиков по конструкциям и способу размотки приведены в таблице.

СДВОЕННЫЕ РАЗМОТЧИКИ КАТУШЕК С НАКОПИТЕЛЬНЫМ БАРАБАНОМ
Использование накопительных барабанов для размотчиков и намотчиков имеет важное значение там, где требуется непрерывный (безостановочный) процесс во время операции замены катушки. Барабаны установлены на горизонтальной оси, чтобы минимизировать площадь, или на вертикальной оси, в случае больших размеров проволоки, что обеспечивает лучший доступ к барабанам.
Накопительные барабаны обычно используются для размотки и намотки на катушки отожженной и оцинкованной низкоуглеродистой проволоки, патентированной и фосфатированной или оцинкованной высокоуглеродистой проволоки, проволоки ACSR, высокоуглеродистой проволоки с бронзовым покрытием (бортовая проволока), патентированной и высокоуглеродистой проволоки с латунным покрытием (металлокорд).

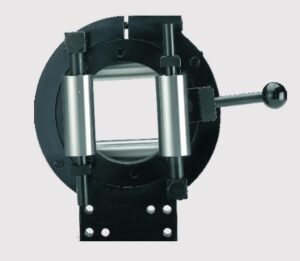
РАЗМОТЧИК ПРОВОЛОКИ С ПОВОРОТНЫМ СТОЛОМ
Вес бунта: до 2500 кг
Конструкция размотчика изготовлена из сварных стальных листов. Каждый размотчик имеет регулируемую пневматическую дисковую тормозную систему для соответствующего натяжения. Оснащены одной кнопкой быстрой остановки для остановки и съема. Вращающийся стол имеет съемные натяжные рычаги для бунтов, поступающих с разборных катушек.
ДВУХПОЗИЦИОННЫЙ ВЕРТИКАЛЬНЫЙ РАЗМОТЧИК КАТУШЕК/БУНТОВ
Каждая отдающая конструкция изготовлена из гнутых и сварных стальных труб и листов и предусматривает крепление двух катушек; одна находится в рабочем положении, другая в резервном положении. Каждая позиция предназначена для размотки проволоки поочередно с одной из двух катушек; при отдаче проволоки с одной катушки можно заменить другую и легко произвести сварку концов проволоки. Катушки загружаются/разгружаются по вертикальной оси сверху с помощью крана.
МОТОРИЗОВАННЫЙ ПОВОРОТНЫЙ СТЕНД РАЗМОТЧИКОВ С КАТУШЕК/БУНТОВ, УПРАВЛЯЕМЫХ КОМПЕНСАТОРОМ
Вес бунта: до 2500 кг
Конструкция размотчика изготовлена из сварных стальных листов. Каждый размотчик оснащен моторизованной коробкой передач, управляемой компенсатором и пневматической дисковой тормозной системой для идеального контроля натяжения.
Оснащены одной кнопкой быстрой остановки для остановки и съема. Вращающийся стол имеет съемные натяжные рычаги для бунтов, поступающих с разборных катушек.
СДВОЕННЫЙ ВЕРТИКАЛЬНЫЙ РАЗМОТЧИК КАТУШЕК С ТЯГОВЫМ БАРАБАНОМ
Проволока подается через блок контроля натяжения. Горизонтальный рычаг, шарнирно закрепленный на раме, может быть надежно зафиксирован на оси двух катушек; рычаг несет направляющую для проволоки, два отклоняющих шкива и переключатель, который предотвращает обрыв проволоки в случае запутывания путем остановки соответствующей позиции размотчика.
Во избежание обрыва проволоки в печи отжига, каждый размотчик снабжен одним тянущим барабаном, приводимым в движение двигателем переменного тока.
Барабаны с горизонтальной осью изготовлены из кованой стали с покрытием из карбида вольфрама на контактной поверхности проволоки. Барабаны работают во всех рабочих условиях на более высокой скорости, чем скорость линии. Это приводит к постоянному проскальзыванию витков проволоки на барабане для компенсации разницы скоростей; барабан поглощает удары и перегрузки при разматке, обеспечивая равномерную подачу проволоки в линию без обратного натяжения.

Намотчики изготавливаются в вертикальном и горизонтальном положении с прочной конструкцией рамы для различных размеров бунтов.
Контактные поверхности проволоки и всех передающих шкивов проходят термообработку перед нанесением покрытия из карбида вольфрама. Форма намотки проволоки – бунт или розетта.
С другой стороны, системы намотки розетт с подъемником также изготавливаются для специальных применений.
Ниже приведена таблица намотчиков с различными типами рамы и намотки.

НАМОТЧИКИ НА КАТУШКИ СО СДВОЕННЫМИ НАКОПИТЕЛЬНЫМИ БАРАБАНАМИ
Накопительный сдвоенный барабан намотчиков на катушки является идеальным решениям для операций смены катушек на непрерывных проволочных линиях. Барабаны изготавливаются горизонтальной осью, чтобы минимизировать площадь помещения, или на вертикальной оси, в случае больших размеров проволоки, что обеспечивает наилучший доступ к барабану. Накопительные барабаны обычно используются для размотки и намотки на катушки отожженной и оцинкованной низкоуглеродистой проволоки, патентированной и фосфатированной или оцинкованной высокоуглеродистой проволоки, проволоки ACSR, высокоуглеродистой проволоки с бронзовым покрытием (бортовая проволока), патентированной и высокоуглеродистой проволоки с латунным покрытием (металлокорд).

НАМОТЧИКИ С ЛЕНТОЧНЫМИ ВЫТЯЖНЫМИ БАРАБАНАМИ
Этот тип намотчиков используется для производства бунтов высокого качества с узорной укладкой с высокой скоростью для малых диаметров на линии цинкования. Рама машины состоит из секций тяжелой сборной конструкции, скрепленных болтами. Барабаны расположены на вертикальной оси и прикручены к раме болтами. Намоточные рычаги имеют конструкцию из цельной стальной пластины, обеспечивающую крепление для двух направляющих шкивов и ремня.
Натяжной ремень вращается вместе с намоточным рычагом и предотвращает проскальзывание проволоки на барабане. Каждый намоточный рычаг может работать индивидуально и приводится в движение через редуктор, зубчатый ремень и шкивы двигателем переменного тока. Под каждым съемником установлен наклонный поворотный стол на тележке. Каждый поворотный стол приводится в движение двигателем переменного тока через редуктор.
НАМОТЧИКИ СО СТАЦИОНАРНЫМИ БАРАБАНАМИ С V-ОБРАЗНОЙ КАНАВКОЙ
Барабаны намотчиков обычно используются для намотки отожженной и оцинкованной низкоуглеродистой проволоки, патентированной и фосфатированной или оцинкованной высокоуглеродистой проволоки и отожженной проволоки из нержавеющей стали. Систему также можно использовать для наматывания нагартованной низко- и высокоуглеродистой проволоки. Основным преимуществом этого типа намотки является возможность получения бунтов с фигурной раскладкой.
Это достигается за счет вращения с очень низкой скоростью наклонного поворотного стола, несущего якорь. Формирование бунта с фигурной раскладкой значительно увеличивает вес бунта и резко снижает спутывание при последующем процессе размотки. В зависимости от типа машины проволока может быть уложена по шаблону на якоря, барабан или катушки.


В производстве проволоки используются различные виды печей для термообработки.


Печи с открытым нагревом являются наиболее часто используемыми печами для термической обработки проволоки как из низкоуглеродистой, так и из высокоуглеродистой стали. Печи для отжига с открытым пламенем являются наиболее предпочтительными печами для производителей проволоки из-за их низких эксплуатационных расходов и затрат на техническое обслуживание, а также простоты использования.
При производстве низкоуглеродистой проволоки используются псевдоожиженные слои и свинцовые печи. Эти типы печей также предпочтительны из-за экономии длины для линий цинкования и низкого расхода кислоты. Другой областью, где обычно используются свинцовые печи, являются операции обезжиривания и термообработки для снятия напряжения.
Муфельные печи обычно используются для термической обработки проволоки из нержавеющей стали в непрерывном режиме. В этом типе печей проволока проходит через трубы, помещенные в печь, и в трубы подается инертный газ для создания защитной атмосферы.
Шахтные и колпаковые печи представляют собой печи периодического действия для отжига и используются для термической обработки как низкоуглеродистых, так и высокоуглеродистых сталей. В этих печах термообработку можно проводить в среде инертного газа и в вакууме для защитной атмосферы. Такие печи широко используются в производстве винтов и болтов. Печи шахтного типа предпочтительны для достижения высокой емкости загрузки при термообработке бунтов меньшего веса 25-50 кг.
Сушильные печи используются на линиях покрытия проволоки перед операциями горячего погружения.

CSM METALLURGY производит системы обтиров, которые являются наиболее важным элементом процесса цинкования.
CSM METALLURGY благодаря научно-исследовательским работам мы спроектировали системы обтиров, показавшие отличные результаты в покрытиях как с низким, так и с высоким содержанием цинка. Эти системы обеспечивают гибкие условия работы при планировании производства, тем самым значительно повышая эффективность производства. Кроме того, достигается значительная экономия потребления цинка.
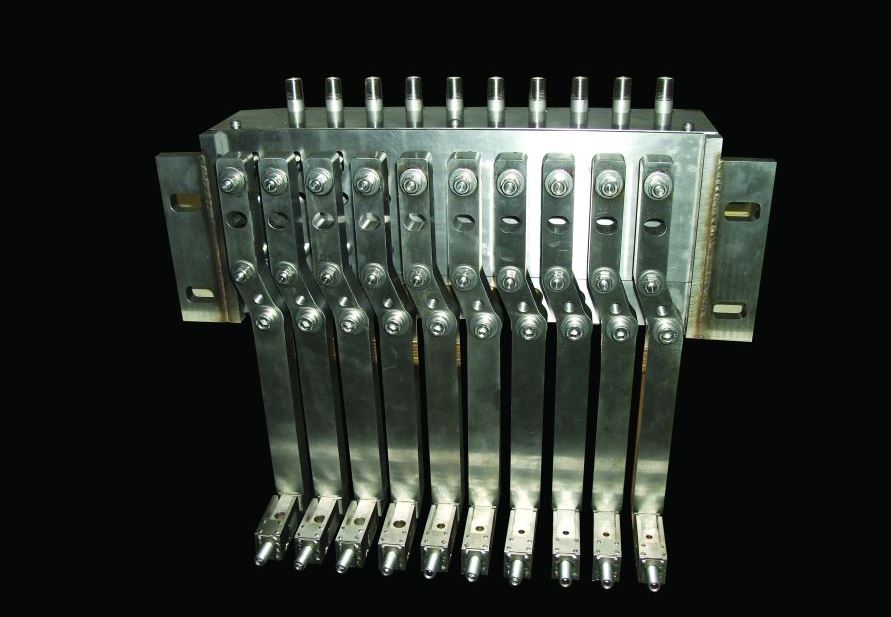
Типы разрабатываемых и производимых систем обтиров приведены ниже;
• Вертикальная система обтиров для коммерческих покрытий
• Система наклонных обтиров для коммерческих покрытий
• Система азотных обтиров с компьютерным управлением для толстого покрытия
• Система азотных обтиров с ручным управлением